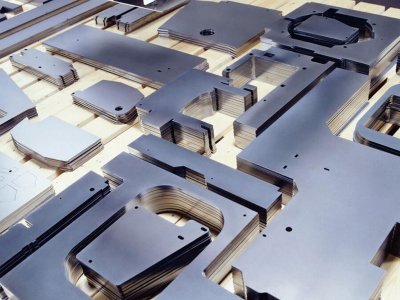
山东激光切割加工在我们的生活中应用很广泛,在多个领域中都有运用,那么大家是否知道激光切割的优点有哪些呢,下面金昌厂家为大家简单介绍一下,此外,激光切割加工厂家还为大家带来了切割的一些经验技巧,希望能帮助到大家。

关于优点:
1、 激光切割的切缝极小,一般在0.15-0.4mm之间。切口光洁、没有毛刺,甚至可直接加工一定精度的传递用直齿轮成品。
2、 工件可以进行任意形式的紧密排料或套裁,使原材料能够充分利用。由于是非接触加工,加工后的零件没有任何形变。此外切割质量好,无接触切割,切边受热影响很小,基本没有工件热变形,完全避免材料冲剪时形成的塌边,切缝一般不需要二次加工;
3、 激光切割无需模具。在计算机控制下,可直接实现二维、三维上任意形状的板类和壳体类零件的柔性加工。特别适用于新产品研制开发阶段的多品种、小批量的饭金类零件的加工,可省去费用很高的模具设计,缩短生产周期。
4、 效率高。以1mm厚的铝合金板为例切割速度可达40m/min。效率高的生产使得单件加工成本成几何级数地降低甚至低于传统加工方法。
5、 精度高:定位精度0.05mm,重复定位精度0.02 mm。
6、 切缝窄:激光束聚焦成很小的光点,使焦点处达到很高的功率密度,材料很快加热至气化程度,蒸发形成孔洞。随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝。
7、 切割面光滑:切割面没有毛刺,切口表面粗糙度一般控制在Ra12.5以内。
8、 不损伤工件:激光切割头不会与材料表面相接触,保证不划伤工件;
9、 不受被切材料的硬度影响:激光可以对钢板、不锈钢、铝合金板、硬质合金等进行加工,不管什么样的硬度,都可以进行无变形切割;
10、 不受工件外形的影响:激光加工柔性好,可以加工任意图形,可以切割管材及其它异型材。

关于山东激光切割加工经验技巧:
不锈钢类:(焦点为 )(离焦量根据板厚调整)
1、 焦点越上它的切割面越亮。
2、 下表面挂硬渣是:焦点太上、速度太慢、气压太小。
3、 焦点越下它的切割面越粗糙。
4、 下表面挂软渣是:焦点太下、速度太快、气压过大、功率过高。
5、 切不透是:焦点不对、功率过低、速度太快。
碳钢类:(焦点为 )(离焦量根据板厚调整)
下表面挂硬渣是:
1.焦点太下;2.气压太小;3.功率过小;4.速度太快。
切割面粗糙是:
1.焦点太上;2.气压太大;3.功率过大;4.材料问题。
切割喷嘴与镜片的选择(切割参数)
一:切割碳钢时喷嘴与镜片的选择:
1.镜片的选择:
切割1-8mm的碳钢时选用(5英寸)的镜片。
切割8-10mm的碳钢时选用(7.5英寸)的镜片。
2.喷嘴的选择:
切割1-6mm的碳钢时选用(Φ1.4)的喷嘴。
切割6-10mm的碳钢时选用(Φ2.0)的喷嘴。
二:切割不锈钢时喷嘴与镜片的选择:
1.镜片的选择:
切割1-4mm的不锈钢时选用(5英寸)的镜片。
切割4-6mm的不锈钢时选用(7.5英寸)的镜片。
2.喷嘴的选择:
切割1-3mm的不锈钢时选用(Φ1.5)的喷嘴。
我们在使用山东激光切割加工的时候要注意细节,这样才能避免产生毛刺或者别的问题出现,影响成品的效果,另外以上内容是日常使用中的相关经验方法,希望能帮助到大家。
相关文章:
 山东激光切割加工的误差范围分析
山东激光切割加工的误差范围分析
激光切割加工的效果其实很好,所以您可以放心使用激光切割进行加工。但是,激光切割机使用一段时间后,许多因素会导致激光切割机......
TIME:2021-10-07
客户咨询热线
139-6418-0427
联系电话:0531-88995175
公司传真:0531-88995175
公司网址:www.jnjinchang.com
联系地址:山东省济南市历城区机场路中段
联系电话:139-6418-0427
公司传真 :0531-88995175
公司邮箱 :1049315852@qq.com
公司网址:www.jnjinchang.com
联系地址:山东省济南市历城区机场路中段
 扫描快速访问小程序
扫描快速访问小程序