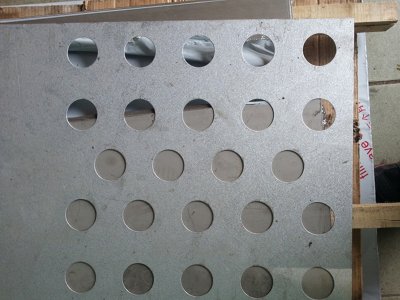
数控火焰切割厂家认为:在针对带孔零件进行数控火焰切割时,应先将零件的内孔进行切割,之后再对其周边一些零件进行切割,从根本上保证其本身的精度达到一定标准和水平。如果穿孔与实际情况能够形成一致性,不仅减少清理割嘴的时间,而且还能够从根本上促进工作效率的有效提升。在数控火焰切割穿孔过程中,应尽可能减少预热时间,并且根据实际情况需求加大预热氧,保证穿孔动作的整体流畅性和完整性。

上述内容便是数控火焰切割厂家为大家介绍的带孔零件数控火焰切割的质量控制,大家在应用数控火焰切割技术加工带孔零件时可以参考一下上述内容。
相关文章:
 蓝光激光切割铜铝极耳原理
蓝光激光切割铜铝极耳原理
2025年蓝光激光切割铜铝极耳核心技术原理一、波长特性与材料吸收机制光子能量匹配蓝光激光波长范围(440-470nm)对......
TIME:2025-05-12
客户咨询热线
139-6418-0427
联系电话:0531-88995175
公司传真:0531-88995175
公司网址:www.jnjinchang.com
联系地址:山东省济南市历城区机场路中段
联系电话:139-6418-0427
公司传真 :0531-88995175
公司邮箱 :1049315852@qq.com
公司网址:www.jnjinchang.com
联系地址:山东省济南市历城区机场路中段
 扫描快速访问小程序
扫描快速访问小程序