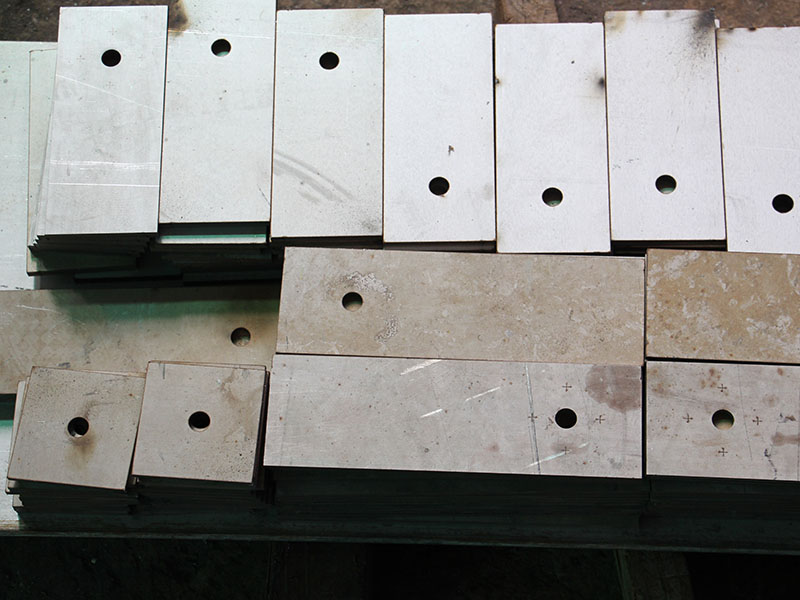
现在济南数控火焰切割在焊接行业的作用很大,所以很多焊接厂都在应用数控火焰切割的技术进行钢板的切割作业。作为市场知名的数控火焰切割厂家,济南金昌激光切割就数控火焰切割的氧气压力为大家分析一下。

氧气压力包括预热氧压力和切割氧压力。在实际的济南数控火焰切割作业中,对预热氧压力的要求不高,一般保持在0.4~0.5 MPa就可以了。对预热氧压力的要求,其实质就是对火焰功率调节的要求与技巧,即预热氧与燃气比例的调节。火焰大小主要应根据钢板厚度、割嘴型号和质量要求来进行调节。若火焰调节过大,不仅浪费能源,使零件切口边缘熔化成塌角,而且由于零件吸收了过多的热量,会引起变形增大;在燃气量一定的情况下,若预热氧调节过大,过量的氧气反而起了冷却作用,造成切割钢板时预热时间过长,甚至切割过程中容易断火。在切割超厚(60MM以上)钢板时,由于速度极慢,火焰能量会将零件周边烧坏。在这种情况下,要在预热起割时将预热氧调到很小的状态,以不烧坏零件为准。
火焰调节的好坏对济南数控火焰切割的质量优劣起着决定性的作用。它是一门技术活,需要操作人员在长期的实际工作中积累经验。
切割氧压力大小要适中,并非越大越好。当超过某个界限值时切割过程中容易断火,造成切割不能连续,速度反而降低。因此,对某一钢板厚度而言,都存在一个氧流量值的界定,此时数控火焰切割不但切割速度高,而且切割质量好。
氧气压力对济南数控火焰切割是很重要的,大家在操作数控火焰切割机进行数控火焰切割时对于氧气压力一定要好好把握。
相关文章:
 激光切割加工厂在工作中所应用的刀具
激光切割加工厂在工作中所应用的刀具
激光切割加工厂 家在对材料进行切割加工的时候,为了能获得精度更高的切割件,除了应用专业的技术之外,还要注意所应用的刀具的......
TIME:2020-05-29
客户咨询热线
139-6418-0427
联系电话:0531-88995175
公司传真:0531-88995175
公司网址:www.jnjinchang.com
联系地址:山东省济南市历城区机场路中段
联系电话:139-6418-0427
公司传真 :0531-88995175
公司邮箱 :1049315852@qq.com
公司网址:www.jnjinchang.com
联系地址:山东省济南市历城区机场路中段
 扫描快速访问小程序
扫描快速访问小程序